数控车床补刀需要注意哪些,参数是根据刀具形状和安装位置设定。对于刚安装的机夹刀片,半径可以查阅刀片相关参数,直接输入。如果没有参考参数,可手工估算一下,但开始半径不要定的太小,如果设定值小于实际值,可能会造成车出的实际尺寸小于轮廓要求。数控车床对于锥面或圆弧加工过程中出现的偏差,可以通过车削后,测量工件实际尺寸,输入半径磨耗或修改半径值,以进行补偿调整。
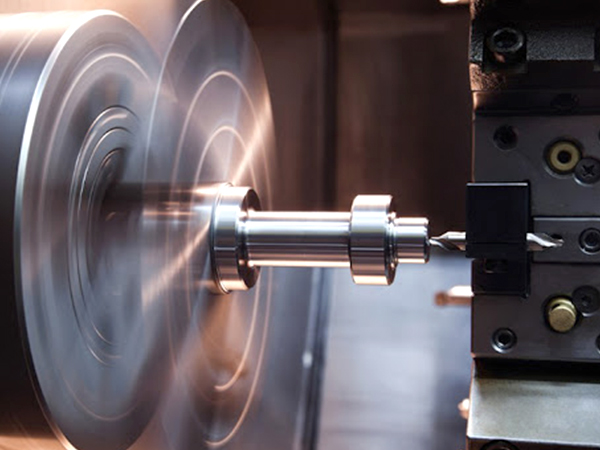
数控车床领域的刀尖半径补偿一直是一个难点。一方面由于它的理论复杂,应用条件严格,让一些人感觉无从下手;另一方面由于常用的台阶轴类的加工,通过几何补偿也能达到精度要求,它不能有效体现,使一些人对它不够重视。事实上,在现代数控系统中,刀尖半径补偿对提高工件综合加工精度具有重要的作用是必须熟练掌握的功能。 刀尖半径补偿分为三个步骤:刀补建立、刀补进行、刀补取消。从无补偿方式到建立G41或G42指令,称为刀补建立。刀补进行是刀具按照半径补偿的设定方式执行工件加工的过程。当设定的补偿工作完成后,用G40指令退出补偿为刀补取消。